Target Industries


Biorefinery
1. What is ‘Biorefinery’ pilot plant?
Since the 1990s, biorefinery has been defined as a facility that converts biomass into bio‑based products. It provides a sustainable approach to valorizing and transforming biomass and industrial by-products into high‑value products.
A biorefinery enables the simultaneous production of multiple compounds from a single biomass source, bringing together stakeholders across the value chain to support the development of a bio‑circular economy.
Although our facilities can support the lab scale R&D and characterization, our pilot plant focus on helping research institutes and enterprises reduce capital expenditure, operating costs, and project risk when scaling up processes from Technological Readiness Level (TRL) 5 to TRL 9.*
*Pilot scale: TRL 5 – TRL 8, and contract manufacturing services: TRL 9

2. IBIG’s Biorefinery Pilot Plant at EECi
Our Biorefinery modules are divided into 2 main buildings:
- Building R: Dedicated to biomass pre-treatment, upstream fermentation process, and green chemistry; and
- Building Q: Focused on downstream process.
Each building offers approximately 5,000 square meters of utilizable space.
3. Our Biorefinery’s Modular Capacity
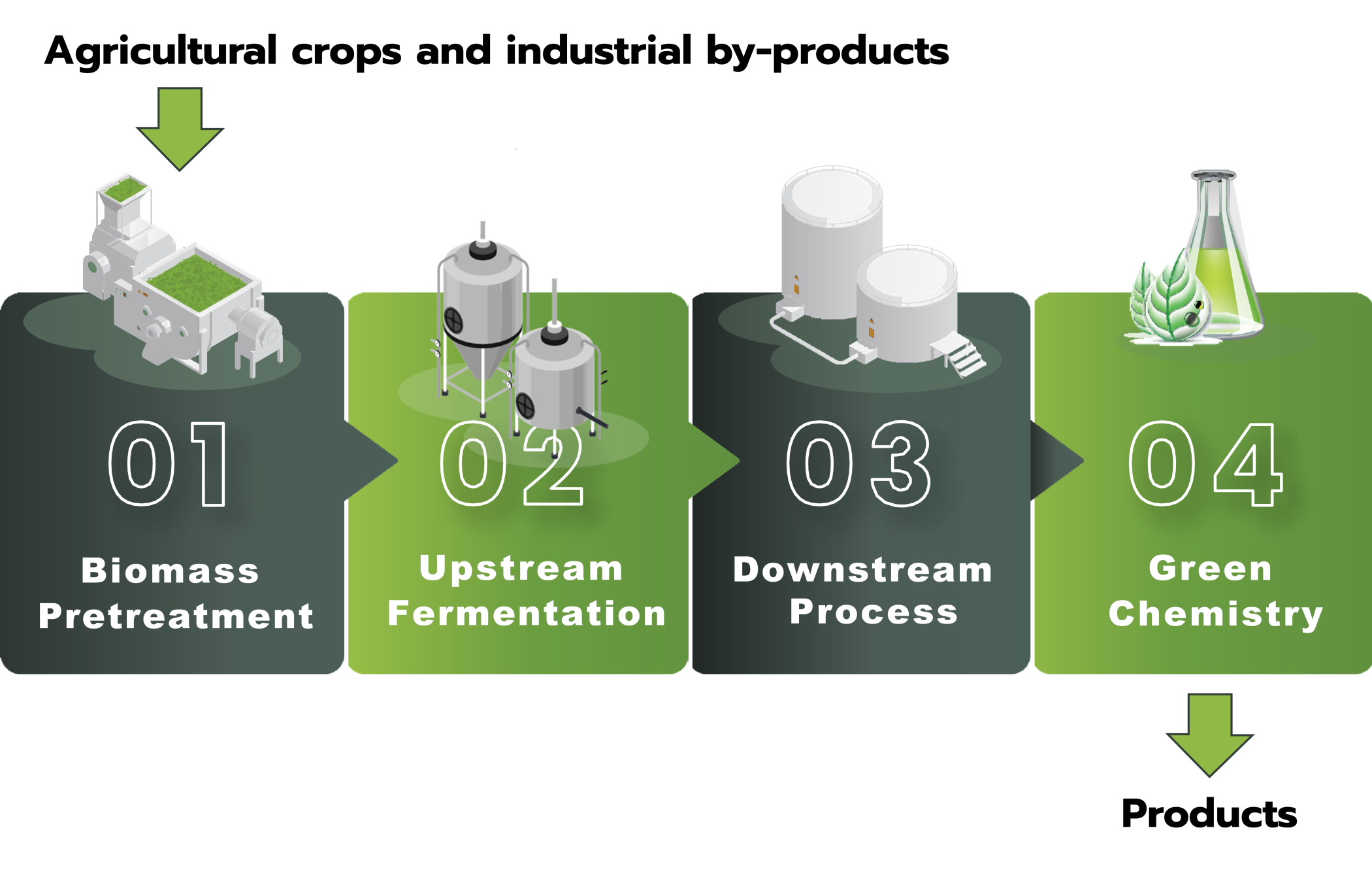
01 Biomass Pretreatment (Offsite warehouse and Building R)
- This process converts biomass and industrial by-products into hydrolysable forms to facilitate both upstream and downstream extraction.
- The EEC region has abundant agricultural resources. Common biomass materials found include sugarcane, palm, rubber, cassava, and durian.
02 Upstream Fermentation (Building R)
- This module includes processes that support cell growth, biomass accumulation, and product formation, such as seed train development.
- The facility houses 12 fermenters of various sizes, including two large units with capacity of 15,000 liters each.
- Example microorganisms include bacterial cells, yeast, algae, and GMOs.
03 Downstream Processing (Building Q)
- Products from the upstream process are separated, purified, refined, and concentrated in this stage.
- Seamless integration between upstream and downstream modules enables customization of customers’ bioprocesses.
- Available equipment includes a comprehensive range of filters, centrifuges, dryers, evaporators, homogenizers, and chromatography systems.
04 Green Chemistry (Building R)
- This module aims to reduce environmental impact and Costs of Goods Sold (COGS) of chemical processes, while supporting the exploration of new catalytic strategies and eco‑friendly process solutions.
- The facility includes large reactors, ATEX‑compliant processing and crystallization tanks, and equipment similar to those used in downstream processes.
4. Our one-stop services

- Process Development & Optimization – keeping confidentiality of your proprietary know-how is our top priority, and we are committed to achieving high productivity at low costs.
- Scale-Up – we consistently perform robustness and efficiency checks and assist you in navigating your product’s market potential and transferring your process from the laboratory to a larger pilot scale.
- Ideation – our ‘ideation’ specialties will thoroughly evaluate every aspect of your business, including technical feasibility, scalability, and market viability.
- Technology Transfer – EECi and IBIG provide a unique environment that supports business expansion, offshore production, and foreign-direct investment, promoted by EEC, work with other public agencies facilitating innovative projects including IP licensing.
- Contract Manufacturing – our contract manufacturing service supports market penetration by allowing companies to scale rapidly, reduce capital investment, and enter new markets efficiently.
- Training – we offer both technical and business training tailored to your need.
Contact:
- Mr. Thinnakorn Hanchana, Assistant Manager
Thinnakorn.hanchana@nstda.or.th - Ms. Sirinant Khunakornbodintr, Business Development Officer
Sirinant.khu@nstda.or.th
